
揭秘车刀角度的精准定义与奥秘
车刀作为金属切削过程中的重要工具,其角度的定义和选择对于切削效率和加工质量至关重要。理解车刀角度的定义,不仅能帮助我们更好地选择和使用刀具,还能提升我们对金属切削过程的认识。下面,我们就来详细探讨车刀角度是如何定义的。
车刀的基本构造
首先,了解车刀的基本构造是理解其角度定义的基础。车刀的切削部分主要由前刀面、主后刀面、副后刀面,以及主切削刃、副切削刃和刀尖组成。这些部分共同协作,确保切削过程的顺利进行。

辅助平面的引入
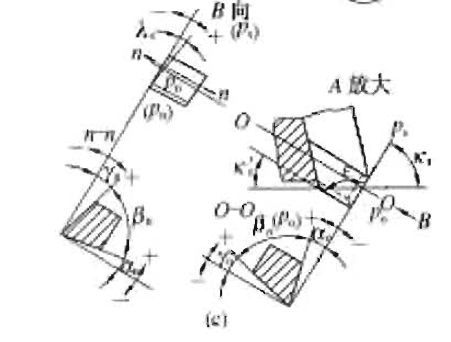
为了更精确地描述和测量车刀的几何角度,引入了三个辅助平面:切削平面、基面和正交平面。这些平面为刀具角度的定义和测量提供了基准。
切削平面:通过切削刃并与主运动方向垂直的平面。
基面:通过切削刃并垂直于假定主运动方向的平面。
正交平面:同时垂直于切削平面和基面的平面。
车刀的主要几何角度
基于上述辅助平面,我们可以进一步探讨车刀的主要几何角度,包括前角、后角、主偏角、副偏角和刃倾角。
前角
前角是刀具前刀面与基面之间的夹角,主要影响切削变形、切削力、切削温度、刀具耐用度和加工表面质量。增大前角能使刀刃变得锋利,减小切削变形和摩擦,从而降低切削力和切削功率,减少切削热,提高加工表面质量。然而,增大前角也会降低刀刃和刀尖的强度,影响刀具的耐用度。
选择原则:
根据工件材料:加工塑性材料或硬化严重的材料(如不锈钢)时,为减小切削变形和刀具磨损,应选用较大的前角;加工脆性材料时,由于切削变形小,增大前角的意义不大,为保证切削刃强度,应采用较小的前角。
根据加工性质:粗加工时,特别是断续切削或加工有硬皮的铸、锻件时,为保证切削刃有足够的强度和散热面积,应适当减小前角;精加工时,为获得较高的表面质量,前角应取得较大一些。
后角
后角是刀具主后刀面与切削平面之间的夹角,主要影响刀具后刀面与工件的摩擦、刀具耐用度和加工表面质量。增大后角可以减小摩擦,降低刀具磨损,提高刃口锋利程度,减小表面粗糙度。然而,后角过大也会减小刀刃强度和散热能力。
选择原则:
根据切削厚度:切削厚度越大,后角应越小;切削厚度越小,后角应越大。
根据工件材料:工件材料硬度、强度较高时,为保证切削刃强度,应选取较小的后角;工件材料硬度较低、塑性较大时,应取较大的后角。
根据工艺系统刚性:工艺系统刚性差时,为增强刀具对震动的阻尼,应选取较小的后角。
主偏角和副偏角
主偏角是主切削刃在基面上的投影与进给运动方向之间的夹角,副偏角是副切削刃在基面上的投影与进给运动方向之间的夹角。主偏角和副偏角对刀具耐用度和加工表面质量有很大影响。减小主偏角和副偏角可以增大刀尖角,提高刀尖强度和散热条件,从而降低加工表面粗糙度。
选择原则:
加工塑性材料时,为减小切削力和振动,提高刀具耐用度,可适当减小主偏角和副偏角。
加工脆性材料时,由于切削力集中在刀刃附近,为保证切削刃强度,可适当增大主偏角和副偏角。
刃倾角
刃倾角是主切削刃与基面之间的夹角,在正交平面内测量。刃倾角主要影响切屑流向和刀尖强度。刃倾角为正值时,切削开始时刀尖先接触工件,切屑流向待加工表面,可避免缠绕和划伤已加工表面;刃倾角为负值时,切削中切屑流向已加工表面,容易缠绕和划伤已加工表面,但可提高刀尖强度和散热能力。
选择原则:
精加工和半精加工时,为获得较高的表面质量,避免切屑缠绕和划伤,应选用正值刃倾角。
粗加工和断续切削时,为提高刀尖强度和散热能力,应选用负值刃倾角。
实际应用中的注意事项
在实际应用中,选择车刀角度时还需考虑其他因素,如刀具材料、切削速度、切削液的使用等。同时,还需注意以下几点:
刀具材料的匹配:不同材料的刀具具有不同的耐热性、耐磨性和抗冲击性能。选择刀具时,应根据工件材料和切削条件选择合适的刀具材料。
切削速度的调整:切削速度对切削温度、切削力和刀具磨损有很大影响。应根据工件材料、刀具材料和切削条件合理调整切削速度。
切削液的使用:切削液可以冷却刀具和工件,减小摩擦和磨损,提高加工质量。应根据切削条件和工件材料选择合适的切削液。
结论
车刀的角度定义是金属切削过程中的重要基础知识。通过了解车刀的基本构造、辅助平面的引入以及主要几何角度的定义和选择原则,我们可以更好地选择和使用刀具,提高切削效率和加工质量。在实际应用中,还需考虑刀具材料、切削速度、切削液的使用等因素,以实现最佳的切削效果。希望这篇文章能帮助您更深入地理解车刀角度的定义和选择原则。
- 上一篇: QQ如何设置自动回复?
- 下一篇: 穿越唐代必备:古代生存攻略92





-
 精选立方氮化硼车刀种类与高效切削参数指南资讯攻略11-04
精选立方氮化硼车刀种类与高效切削参数指南资讯攻略11-04 -
 探索比较文学的奥秘:定义与边界资讯攻略03-12
探索比较文学的奥秘:定义与边界资讯攻略03-12 -
 解锁时间奥秘:毫秒与秒之间的精准换算秘籍资讯攻略10-24
解锁时间奥秘:毫秒与秒之间的精准换算秘籍资讯攻略10-24 -
 揭秘等腰三角形边长计算的奥秘公式资讯攻略11-16
揭秘等腰三角形边长计算的奥秘公式资讯攻略11-16 -
 揭秘一维:真实世界中是否存在一维的奥秘?资讯攻略12-02
揭秘一维:真实世界中是否存在一维的奥秘?资讯攻略12-02 -
 揭秘:中国商业银行的精准定义是什么?资讯攻略03-01
揭秘:中国商业银行的精准定义是什么?资讯攻略03-01





