
精选立方氮化硼车刀种类与高效切削参数指南
立方氮化硼(CBN)车刀作为机械加工中不可或缺的工具,尤其在难加工材料的切削领域展现出了卓越的性能。其高硬度、高热稳定性以及优异的化学惰性,使得CBN车刀在淬火钢、淬硬钢、铸铁等高硬度材料的加工中,逐渐成为了代替磨削的首选刀具。本文将详细介绍立方氮化硼车刀的种类以及切削参数的选择,以期为机械加工领域的从业者提供参考。
立方氮化硼车刀的种类
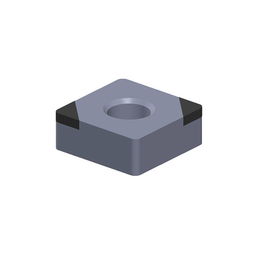
立方氮化硼(CBN)作为一种超硬材料,是氮化硼(BN)的同素异构体之一,硬度仅次于金刚石,但热稳定性和化学惰性却远超金刚石。CBN刀具主要分为整体CBN刀片和与硬质合金复合烧结的CBN复合刀片。
1. 整体CBN刀片:整体CBN刀片具有较高的硬度和耐磨性,适用于粗加工和断续加工。近年来,随着技术的不断发展,整体CBN刀片的应用领域逐渐扩大,开始在某些特定的粗加工过程中得到广泛使用。
2. CBN复合刀片:CBN复合刀片是在强度和韧性较好的硬质合金上烧结一层0.5~1.0mm厚的CBN而成,兼具较好的韧性和较高的硬度及耐磨性。这种刀片解决了CBN刀片抗弯强度低和焊接困难等问题,广泛应用于精加工和半精加工中。
立方氮化硼车刀的切削参数选择
立方氮化硼车刀的切削参数选择直接影响加工效率和加工质量。切削参数主要包括切削速度、切削深度和进给量。在选择这些参数时,需要综合考虑刀具材料、工件材料的物理力学性能、工件形状、工艺系统刚性和加工余量等因素。
切削速度的选择
切削速度是切削过程中刀具相对于工件移动的速度。CBN刀片在常温和高温下都表现出极高的硬度,且热稳定性好,因此可以使用较高的切削速度。
高速切削的优势:高速切削能有效提高金属切除率,提升加工效率。实验表明,切削速度在一定范围内提高,CBN刀具的寿命反而会增加。
速度选择依据:切削速度的选择应根据工件材料的硬度和韧性来决定。一般来说,切削硬度为HRC55~65的材料时,立方氮化硼刀具的切削速度应在50~120m/min。对于硬度更高的工件,切削速度应适当降低,如车削硬度为70HRC的工件,切削速度宜选用60~80m/min。
切削深度的选择
切削深度是刀具每次切入工件的距离。CBN刀片可以用于精加工、半精加工和粗加工,切削深度的选择应考虑金属的软化效应。
金属软化效应:切削硬度较大的材料时,适当的切削深度可以产生足够的热量,对切削区金属进行软化,从而降低CBN刀具的磨损速度。
深度选择依据:在精加工中,切削深度应控制在0.1~0.3mm之间,以确保加工精度和表面粗糙度。对于粗加工,切削深度可以适当增大,但也要避免过大导致刀具承受过大的切削力而损坏。
进给量的选择
进给量是刀具每转一圈或每移动一个行程时,工件被切削的距离。CBN刀片的进给量选择应大于倒棱宽度,以确保切削效果。
进给量对切削效果的影响:进给量的大小直接影响切削面积,进而影响切削区的金属软化效应。在切削深度较小的情况下,进给量应适当增大,以确保切削面积足够大,从而产生有效的金属软化效应。
进给量选择依据:在铣削过程中,每分钟进给量Vf可选择70~160mm/min;在铰削过程中,进给量f可选择0.07~0.2mm/r。具体选择应根据工件材料的硬度和切削深度的实际情况来决定。
立方氮化硼车刀的应用实例
立方氮化硼车刀在加工难切削材料方面,如淬火钢、硬铸铁、高温合金等,展现出了显著的优势。以下是几个典型的应用实例:
1. 淬火钢的加工:淬火钢硬度高、韧性大,传统刀具难以加工。使用立方氮化硼车刀,可以以车代磨,有效提高加工效率,减少加工工序。在切削硬度为HRC55~65的淬火钢时,切削速度可达50~120m/min,金属切除率显著提高。
2. 硬铸铁的加工:硬铸铁由于其高硬度和脆性,加工过程中容易产生裂纹和崩刃。立方氮化硼车刀的高硬度和耐磨性使其能够有效应对这一问题,加工精度可达IT5(孔为IT6),表面粗糙度值可小至Ra1.25~0.20μm。
3. 高温合金的加工:高温合金由于其高温下的强度和抗氧化性,
- 上一篇: 如何使用无限币钱包?
- 下一篇: 揭秘《林海雪原》:震撼人心的传奇故事






-
 揭秘车刀角度的精准定义与奥秘资讯攻略12-04
揭秘车刀角度的精准定义与奥秘资讯攻略12-04 -
 碳化硅:奇迹材料的多领域应用与卓越作用资讯攻略11-08
碳化硅:奇迹材料的多领域应用与卓越作用资讯攻略11-08 -
 正火温度一般是多少?详解不同材质的正火温度设定!资讯攻略11-09
正火温度一般是多少?详解不同材质的正火温度设定!资讯攻略11-09 -
 高效芽菜栽培指南资讯攻略12-02
高效芽菜栽培指南资讯攻略12-02 -
 一立方米砂的比重是多少?资讯攻略03-24
一立方米砂的比重是多少?资讯攻略03-24 -
 端午节精选礼品指南资讯攻略11-21
端午节精选礼品指南资讯攻略11-21





